|
三、锯割 |
锯割的正确姿势是保证工件齐整的基础,把握锯弓的方法如图3-11所示,右手控制锯割的推力和压力,左手以扶正锯弓为主,不要施加过大的压力。锯割时,割切是靠推进过程完成的,手锯在回程时不要施加压力,可趁势收回。锯弓有直线和上下摆动两种运动形式,除锯割钢管和薄板用直线运动外,其余的锯割,一般都用上下摆动的运动方式,比较省力,锯割时应充分利用锯条长度,速度以每分钟20~40次为宜。

图3-11 锯弓的正确握锯方法
(1)起锯的方法 如图3-12所示,分远端起锯和近端起锯两种,厚型的工件宜用远端起锯,薄型的工件宜采用近起锯,起锯 α 角不宜超过15°,太大起锯不容易平稳,过小又不易切入工件,起锯时,为了保证起点的准确,可用拇指指甲导引锯条。起锯时压力要小,行程幅度也要小一些。

图3-12 起锯的方法
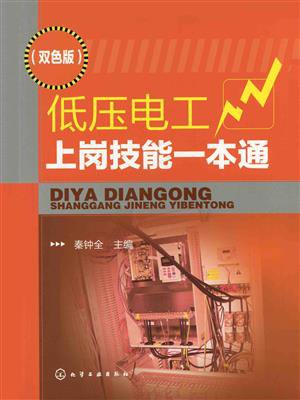
(2)棒料的锯割 如图3-13所示,锯割面精度要求较高的,可锯割到结束;要求较低的,可锯到一定程度时用手弯折断。
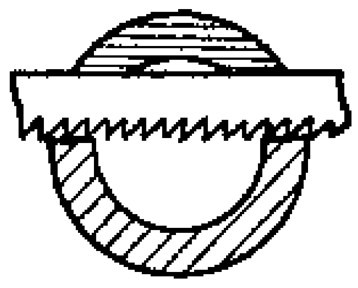
图3-13 棒料的锯割
(3)管子的锯割 如图3-14所示,要沿圆周分多次起锯,尤其是薄壁管,更不能一次锯断,否则就容易崩断锯齿或折断锯条。
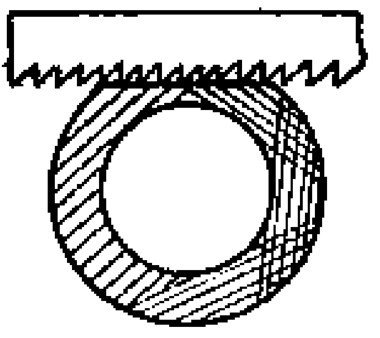
图3-14 管子的锯割
(4)薄板的锯割 如图3-15所示,为了保证锯割时不会造成薄板变形,应用两块木板将薄板夹紧后一起锯割。
图3-15 薄板的锯割
为了防止崩裂锯齿和折断锯条,在锯割薄板或管子时应使用细齿锯条,推锯时用力要均匀,不可用力过猛,在更换新锯条后,要把工件调换一个方向重新起锯,在工件即将锯断时,要减小压力和推锯的速度。