|
四、锉割 |
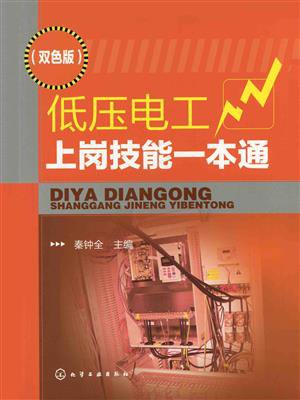
锉割是利用锉刀对工件表面或孔进行较精细的切削加工,锉刀有平锉(又称板锉,主要用于平面的加工)和半圆锉、三角锉、圆锉、方锉(用于空状工件的加工)。常用的锉刀如图3-16。
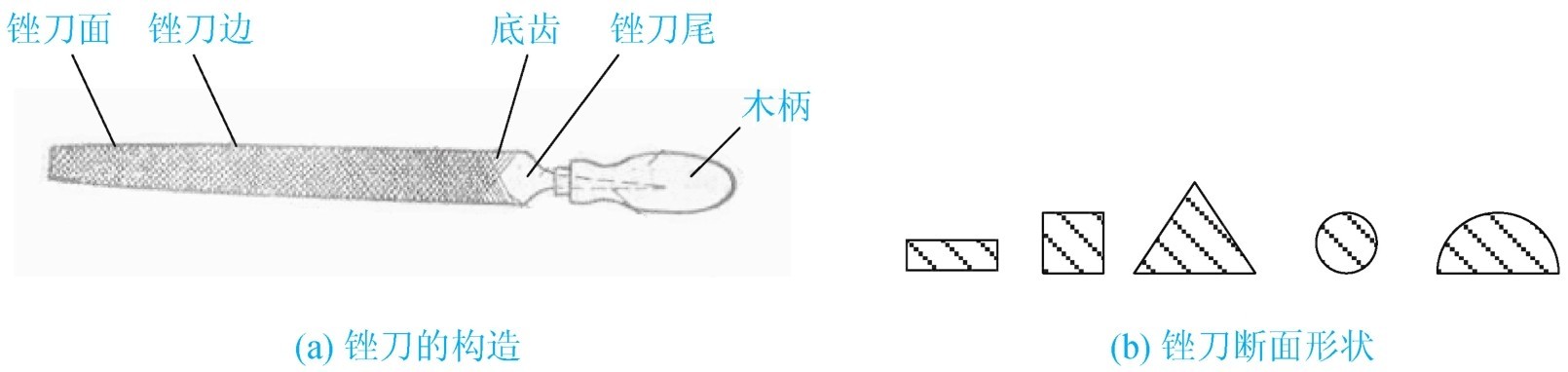
图3-16 常用的锉刀
1.锉刀的握法
如图3-17所示,锉刀的形状和大小各有不同,锉刀的握法是否正确直接关系到加工工件的精度。
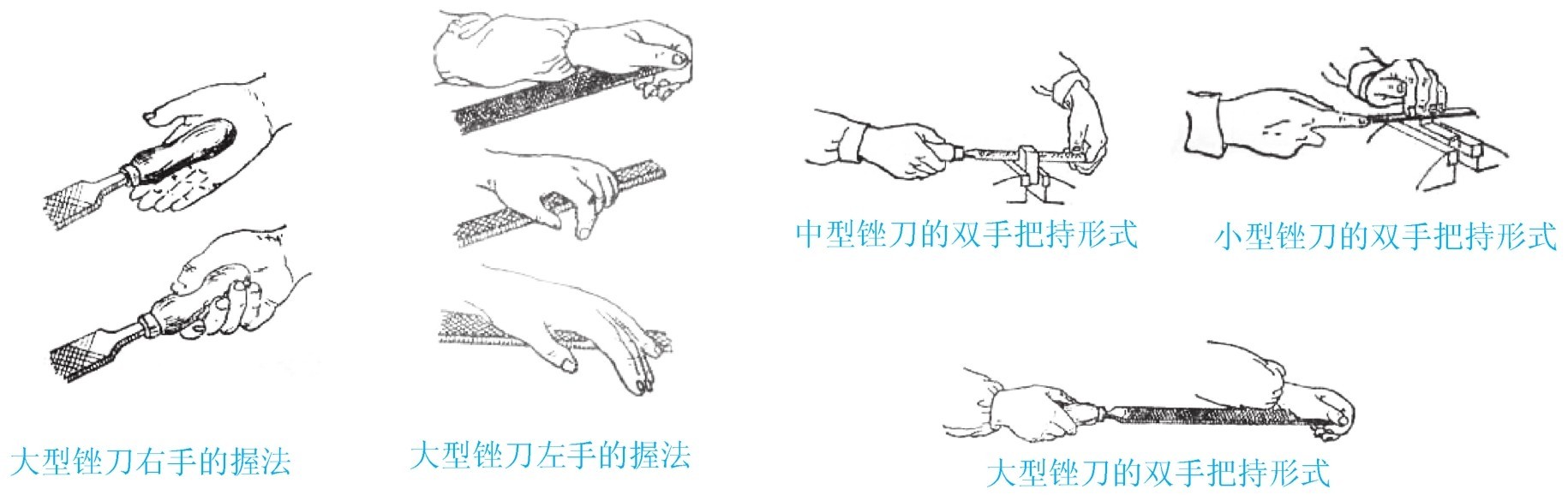
图3-17 锉刀的握法
2.锉削姿势
锉削时身体的重心要落在左脚上,左膝随锉削的往复运动而屈伸,锉削的切合力靠锉刀向前推进的动作过程来完成,因此,这一动作过程的身体和手臂应保持正确的姿势,如图3-18(a)所示是锉削开始时的姿势,身体向前倾斜10°左右,右肘尽可能向后收缩,如图3-18(b)所示是最初1/3行程时的姿势,身体向前倾斜15°左右,左膝稍弯。如图3-18(c)所示是其次1/3行程时的姿势,身体随右肘向前推进锉刀而逐渐倾斜到18°左右,如图3-18(d)所示是最后1/3行程的姿势,右肘继续向前推进,身体的倾斜自然地退回到15°左右。锉削的切削全行程结束后,身体应恢复到开始时的姿势,同时,锉刀要略微提起,退回原位。
图3-18 锉削的姿势
3.锉削的方法
锉削时由右手控制推力的大小,同时两手都要施加相应的压力,以保证在推进过程中不出现上下摇摆。为了使锉刀在任意位置时前后两端所受的力矩保持一致,所以在推进时,左手所加的压力应随着锉刀推进长度的增加而由大逐渐减小,而右手所加的压力则要随之相应地由小加大,如图3-19所示。

图3-19 锉削的方法
4.平面锉削
电工常用顺向锉削法,如图3-20所示,锉削时需要经常检查工件的不平度,一般可用钢尺,直角尺用透光法来检查,沿加工面的纵向、横向以及对角线进行多处测定,凡透光较多说明平面不好,有凸凹缺陷。
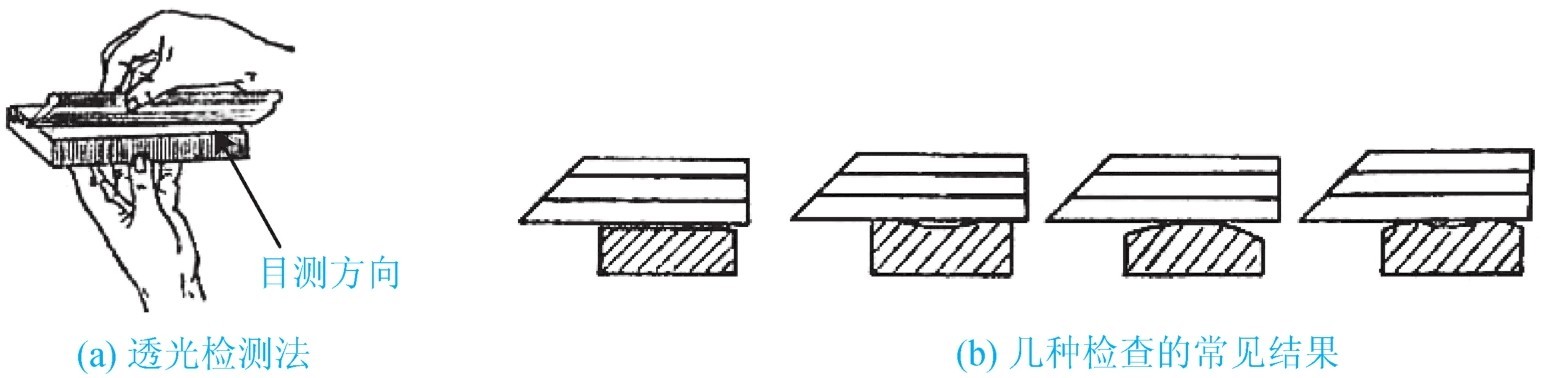
图3-20 平面锉削检查
5.曲面锉削
外圆弧面的锉削方法如图3-21。
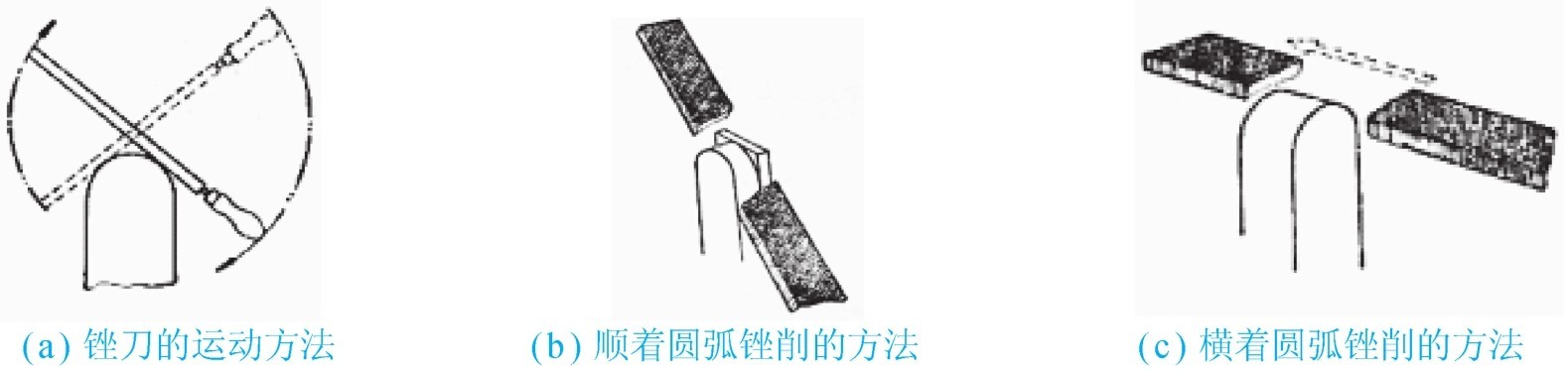
图3-21 外圆弧面的锉削方法
6.内圆弧面的锉削
锉削时要同时完成三个方向的运动才能保证锉削的质量,即向前推进、向左移动约半个到一个锉刀直径和绕锉刀中心线顺时针方向转动约90°,如图3-22所示。

图3-22 内圆弧面的锉削方法