|
六、螺纹加工 |
螺纹加工是利用丝锥在孔中切削出螺纹(也叫阴螺纹)。用板牙在圆柱体上切削出外螺纹(也叫阳螺纹)。电工常用的是普通公制螺纹,代号是M,如M6表示直径6mm的螺丝或螺孔,英制螺纹代号是G,英制螺纹主要应用于管子的加工,如G3/4 “ 表示的是管子螺纹,配用的管子内径为3/4in(1in≈2.54cm)。
1.攻螺纹
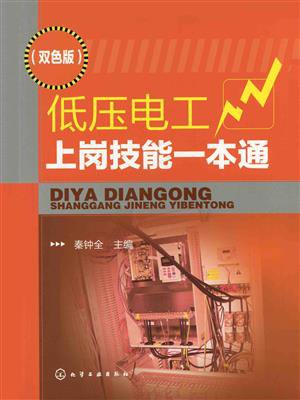
丝锥是加工螺纹的工具,如图3-26,有手用和机用两种,电工一般只用手用的一种,丝锥由切削齿和容削屑组成,通常有三槽和四槽两种,这就构成了三个或四个刀齿,在切削部分磨出的锥角使几个刀齿能够承受均匀的切削受力,以保证切削效果。
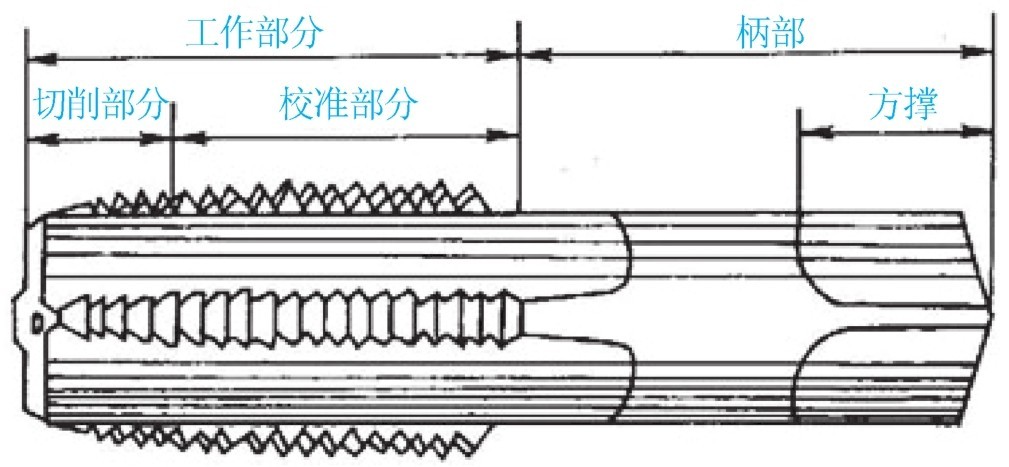
图3-26 丝锥
为了提高丝锥的耐用度和减小切削力,丝锥分头锥、二锥和三锥,两个一组的丝锥常用,使用时先用头锥,后用二锥。头锥的切削部分斜度较长,一般有5~7个不完整牙形;二锥较短,只有1~2个不完整牙形。头锥前部锥体长,便于导向;二锥前部锥体短,如图3-27所示是丝锥切削齿刃的分配。例如:用钻头打完孔后要加工螺纹孔(如是M8),但如果马上用M8的丝攻去加工则很难一下子攻出来(会攻歪,也很难攻下去),所以先用一个M8的一锥导向攻丝一次,再用稍大一点的加工,最后用标准的M8去加工。

图3-27 丝锥切削齿刃的分配
绞杠(也叫绞手)是攻螺纹时把握丝锥的工具,电工常用的是活络绞杠,结构如图3-28所示,
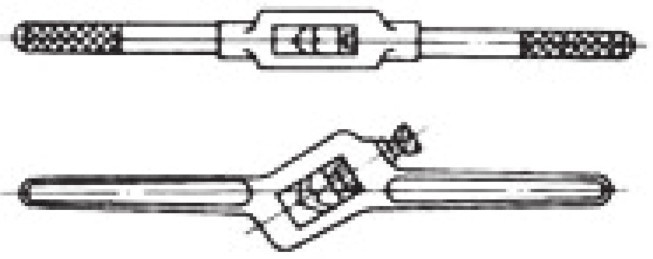
图3-28 绞杠
攻螺纹的步骤和操作如下。
①工件上孔口应倒角,以便于丝锥的切入,并可以防止孔口螺纹的崩裂。
②夹紧工件时,要保证孔中心线垂直,这样可以保证攻丝时丝锥与工件平面垂直。
③开始攻螺纹时,丝锥要放直,在绞杠上施加较大的压力,当丝锥切入1~2牙后,观察丝锥是否垂直,如有歪斜要及时纠正,在切入3~4牙后,则不可以继续给绞杠加压,而是两手把稳绞杠,顺着螺纹方向均匀用力旋转,一般每旋转1~2圈后倒转1~2圈,以便排除切下的金属削,否则切下的金属削会轧住丝锥,或造成螺纹的损伤。
④在加工塑性材料时,如铝、紫铜工件,要使用冷却液,以提高切削的质量和丝锥的耐用度,钢材攻螺纹时一般可用机油冷却润滑。
2.套螺纹
套螺纹是利用板牙在圆柱体上切削出外螺纹(也称阳螺纹),电工常用的板牙有圆板牙[用于加工螺栓,如图3-29(a)所示]和圆管板牙(用于加工电线管的螺纹接口),板牙如同一个螺母,在上面有几个均匀分布的切削槽,并以此形成刀刃,M3.5以上的圆板牙的外圆上有螺钉坑,用于将板牙紧固在板牙绞手上,板牙的构造如图3-29(b)所示,板牙绞手是与板牙配套使用的,外圆上有螺钉,起到紧固板牙的作用,如图3-29(c)。
图3-29 套螺纹工具
套螺纹的方法如图3-30所示。
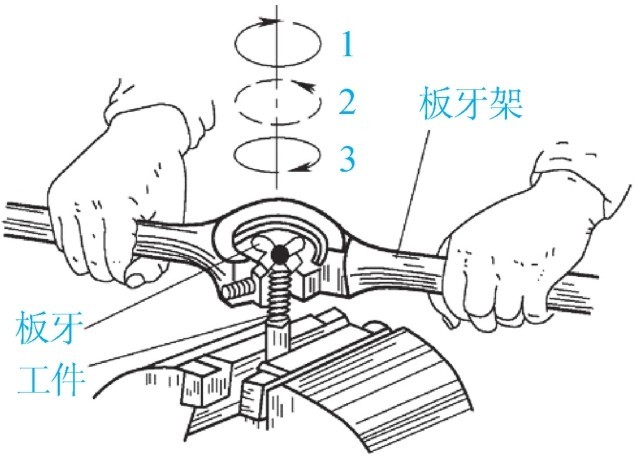
图3-30 套螺纹的方法
①为了便于板牙容易切入材料,圆料的端部要倒有15°~20°的斜角,使锥体前端的直径小于板牙螺纹的内径,否则切削出来的螺纹容易产生卷边现象而影响螺纹的质量,并且难以保证螺纹的端正。
②套螺纹时板牙的端部要与工件保持垂直,否则会出现螺纹一边深一边浅的现象,还容易发生烂牙。
③板牙在开始切入时,压力要大,转动要慢,待板牙切出3~4个螺纹时,便不要再施加压力,以免损坏螺纹和板牙,只要顺着旋转方向均匀地推动绞手的手柄,在切削时要经常地倒转用以清除碎削。
④为了提高切出的螺纹的光洁度和延长板牙的寿命,在钢料上套螺纹时要不断地加冷却液,钢材套螺纹时一般可用机油冷却润滑。