2.2 数控机床几何误差元素
几何误差主要来源于数控机床零、部件的制造及装配精度,是与机床零、部件的形位精度相关的一类误差元素。由于机床零部件本身及其装配过程中存在形状和位置误差,当机床运动部件移动或转动时,这些形状和位置误差会复映到机床的运动部件上,从而产生几何误差。
1. 移动副误差元素
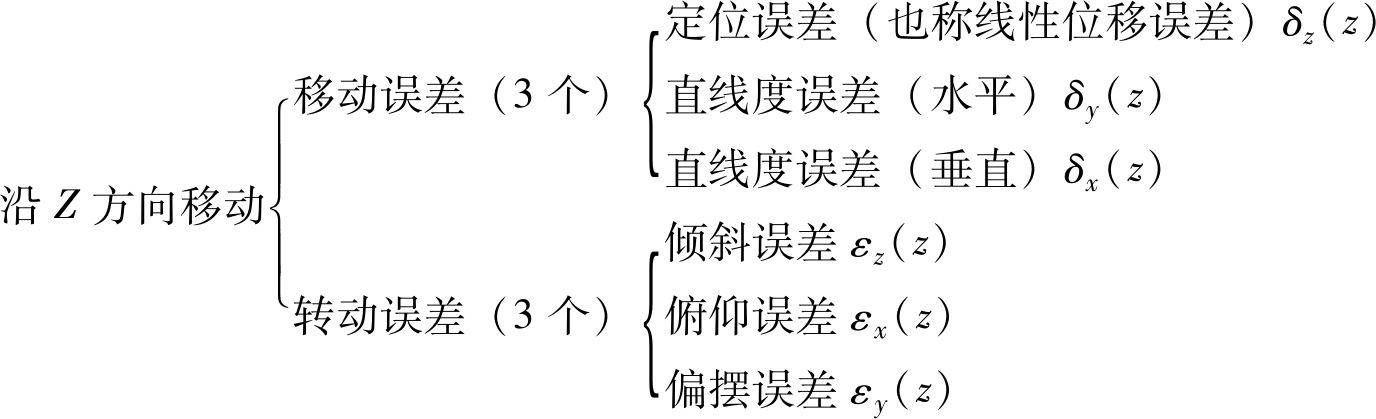
根据一个物体在空间运动有6个自由度,机床移动部件在导轨上移动时共有6个误差元素,其中包括3个移动误差——定位误差和2个直线度误差,3个转动误差——倾斜误差、偏摆误差和俯仰误差。
(1)定位误差 定位误差也称线性位移误差,是指机床移动部件在轴线方向的实际位置与其理想位置的偏差。定位误差常用符号 δ u ( u )或 δ uu 表示,其中字母 u 表示机床坐标 x 、 y 、 z 等,第一个字母表示误差方向,第二个字母表示运动方向,如 δ xx 表示机床工作台沿 X 轴移动时在 x 方向产生的误差;定位误差的正负规定为与坐标轴正方向相同的误差为正,与坐标轴正方向相反误差为负。如图2-2所示,机床工作台或刀具沿 X 轴移动, A 为起始位置, B 为指令位置, C 为实际位置,则 BC 为定位误差,由于误差方向与坐标轴正方向相同,故取正值,即

图2-2 定位误差
同理,机床工作台沿 Y 轴和 Z 轴移动时的定位误差可分别表示为 δ y ( y )或 δ yy 和 δ z ( z )或 δ zz 。
定位误差通常主要由丝杠螺距误差和反馈检测误差引起。丝杠螺距误差主要由丝杠的制造误差及热膨胀引起。如丝杠的理论导程为 L ,由于制造误差,其实际导程为 L′ ,当丝杠转过 θ (单位rad)角后,由螺距误差引起的定位误差为

式中,Δ L 为丝杠热膨胀引起的导程增加量。
(2)直线度误差 直线度误差是指机床移动部件沿坐标轴移动时偏离该轴轴线的程度。直线度误差包括 X 向直线度误差、 Y 向直线度误差和 Z 向直线度误差。直线度误差常用符号 δ u ( v )或 δ uv 表示,其中字母 u 、 v 表示机床坐标 x 、 y 、 z 等,第一个字母 u 表示误差方向,第二个字母 v 表示运动方向,如 δ yx 表示工作台沿 X 轴移动时在 y 方向产生的 Y 向直线度误差;直线度误差的正负规定同定位误差。
如图2-3所示。工作台在 XOY 平面内沿 X 轴运动, O 为起始位置, O 1 为指令位置, O 2 为实际位置,则 O 1 O′ 为 Y 向直线度误差 δ y ( x )或 δ yx , O 2 O′ 为 Z 向直线度误差 δ z ( x )或 δ zx ,即

图2-3 直线度误差
同理,工作台在 XOY 平面内沿 Y 轴运动时的 X 向直线度误差为 δ x ( y )或 δ xy , Z 向直线度误差为 δ z ( y )或 δ zy ;工作台在 YOZ 平面内沿 Z 轴运动时的 Y 向直线度误差为 δ y ( z )或 δ yz , X 向直线度误差为 δ x ( z )或 δ xz 。
直线度误差主要由机床导轨的导向精度引起,机床导轨是引导工作台沿着一定方向运动的一组平面或曲面。导轨的导向精度是指导轨运动轨迹的准确度,主要影响因素有导轨的几何精度和接触精度、导轨的结构形式、导轨和支承件的刚度与热变形、导轨的装配质量;对于动压导轨和静压导轨,还有油膜刚度等。图2-4为机床导轨由于制造、装配及热变形引起的导向误差,机床工作台由 a 点移动到 b 点,由于导轨导向误差影响,实际移动到 c 点,其实际直线度误差是 Y 向直线度误差和 Z 向直线度误差的向量合成。
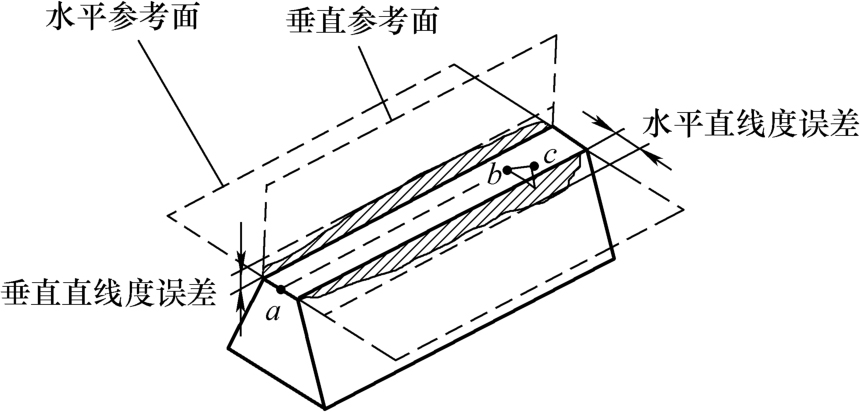
图2-4 导轨导向误差
(3)转动误差 转动误差是指机床运动部件沿某一坐标轴移动时绕其自身坐标轴或其他坐标轴旋转而产生的误差。绕其自身坐标轴旋转产生的误差称为倾斜误差;在运动平面内旋转产生的误差称为偏摆误差;在垂直于运动平面方向旋转产生的误差称为俯仰误差。转动误差常用符号 ε u ( v )或 ε uv 表示,其中字母 u 、 v 表示机床坐标 x 、 y 、 z 等,第一个字母表示误差方向,第二个字母表示运动方向,如 ε yx 表示工作台沿 X 轴移动时绕 Y 轴旋转产生的俯仰误差;转动误差的正负规定按右手螺旋准则确定,如图2-5所示。影响转动误差的主要因素有导轨副及其支承件的刚度与热变形、导轨副的制造及装配质量、机床的安装精度等。
如图2-5所示,工作台沿 X 轴在 XOY 平面移动时绕自身旋转产生倾斜误差 ε xx ,绕 Y 轴转动产生俯仰误差 ε yx ,绕 Z 轴转动产生偏摆误差 ε zx ;同理,工作台沿 Y 轴在 XOY 平面移动时绕自身旋转产生倾斜误差 ε yy ,绕 X 轴转动产生俯仰误差 ε xy ,绕 Z 轴转动产生偏摆误差 ε zy ;同理,工作台沿 Z 轴在 YOZ 平面移动时绕自身旋转产生倾斜误差 ε zz ,绕 Y 轴转动产生偏摆误差 ε yz ,绕 X 轴转动产生俯仰误差 ε zx 。
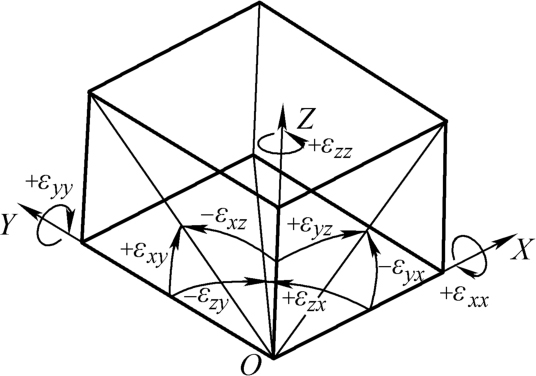
图2-5 转动误差正负规定
图2-6为机床工作台沿 X 轴移动时产生的3个移动误差和3个转动误差,共6个误差元素:

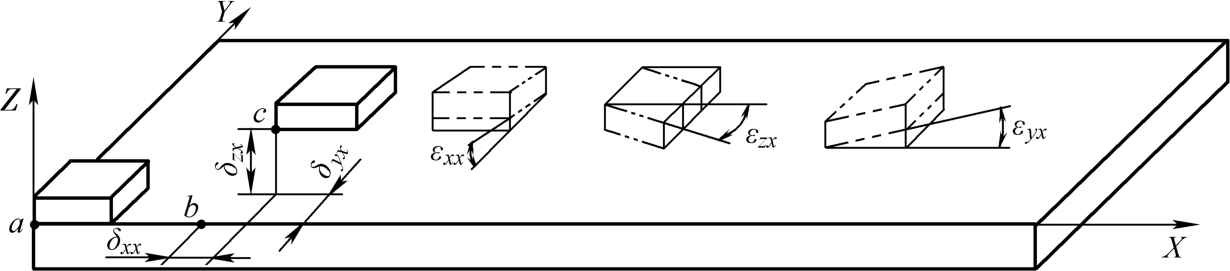
图2-6 工作台沿 X 轴移动时的6个误差元素
同理,机床沿 Y 轴移动时产生的3个移动误差和3个转动误差,共6个误差元素:

同理,机床沿 Z 轴移动时产生的3个移动误差和3个转动误差,共6个误差元素:
通过上述分析可知,机床工作台在空间移动时存在9个移动误差、9个转动误差,共18个误差元素。
由于机床三个坐标轴 X 、 Y 、 Z 相互垂直,故还存在三个垂直度误差 S xy 、 S xz 、 S yz 。综上可知,三轴机床共存在图2-7所示的21个误差元素。

图2-7 三轴机床21个误差元素
2. 转动副误差元素
转动副绕转轴转动时存在6个误差元素,包括3个移动误差和3个转角误差。如图2-8所示, A 轴绕转轴 X 从 a 点转动到 b 点,由于机床误差的影响,实际到达位置 c ,产生6个误差元素,分别为3个移动误差: X 向线性位移误差 δ xA 、 Y 向直线度误差 δ yA 和 Z 向直线度误差 δ zA ;3个转角误差:绕 X 轴转角误差 ε xA 、绕 Z 轴转角误差 ε zA 和绕 Y 轴转角误差 ε yA 。
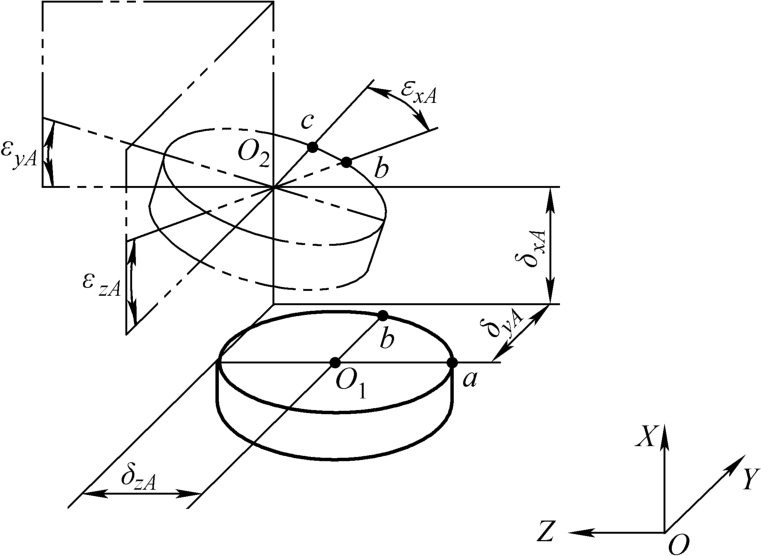
图2-8 转动副误差元素
同理, B 轴绕转轴 Y 转动,存在3个移动误差: X 向直线度误差 δ xB 、 Y 向线性位移误差 δ yB 和 Z 向直线度误差 δ zB ;3个转角误差:绕 X 轴的转角误差 ε xB 、绕 Z 轴的转角误差 ε zB 和绕 Y 轴的转角误差 ε yB 。
同理, C 轴绕转轴 Z 转动,存在3个移动误差: X 向直线度误差 δ xC 、 Y 向直线度误差 δ yC 和 Z 向线性位移误差 δ zC ;3个转角误差:绕 X 轴的转角误差 ε xC 、绕 Z 轴的转角误差 ε zC 和绕 Y 轴的转角误差 ε yC 。
由于 A 、 B 、 C 轴分别平行于 YOZ 平面、 XOZ 平面和 XOY 平面,故还存在6个平行度误差元素: η yA 、 η zA 、 η xB 、 η zB 、 η xC 和 η yC 。
3. 主轴误差元素
机床主轴旋转时存在5个误差元素,包括3个移动误差和2个转角误差。如图2-9所示,主轴旋转时,产生的5个误差元素,分别为3个移动误差: X 向直线度误差 δ xS 、 Y 向直线度误差 δ yS 和 Z 向线性位移误差 δ zS ;2个转角误差:绕 X 轴的转角误差 ε xS 和绕 Y 轴的转角误差 ε yS 。
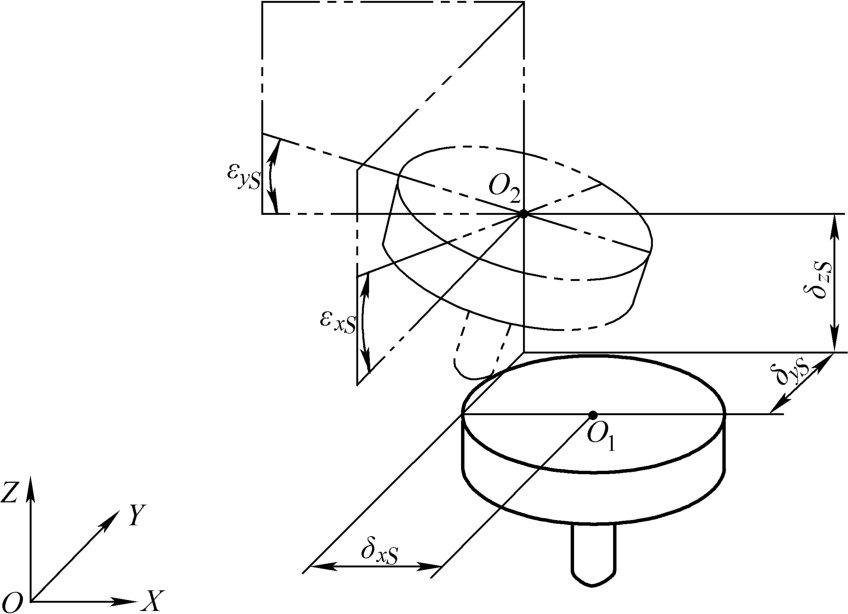
图2-9 主轴误差元素